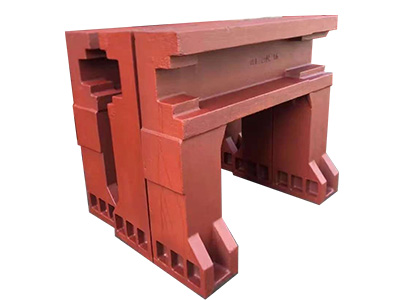



机床床身铸件
点击:次 机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。 机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身铸件按 标准GB9439-88制造。树脂砂型刚度好,浇注初期砂型这就有条件利用铸铁凝固过程的石墨化膨胀,地缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
机床床身铸件砂型铸造主要为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。床身铸造主要为树脂自硬砂。机床床身铸件使用砂型铸造的主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。这样可以既铸造成本低廉,又能达到铸造精度要求。
机床床身铸件与消震好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。
毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影响毛坯的加工工艺和工艺费用,而且也会影响到机械加工的工艺方法和加工质量。因此需要量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状。量具毛坯一般采用铸造的方法进行制造。目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如 性铸造,铸造,鸭梨铸造,熔模铸造和离心铸造等。
机床床身铸件材质:
1、灰口铸铁。含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁。熔点低(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。用于制造机床床身、汽缸、箱体等结构件。
2、冲床床身铸件白口铸铁。碳、硅含量较低,碳主要以渗碳体形态存在,断口呈银白色。凝固时收缩大,易产生缩孔、裂纹。,脆性大,不能承受冲击载荷。多用作可锻铸铁的坯件和制作损的零部件。
3、可锻铸铁。由白口铸铁退火处理后获得,石墨呈团絮状分布,简称韧铁。其组织性能均匀,损,有良好的塑性和韧性。用于制造形状复杂、能承受强动载荷的零件。
4、机床床身铸件铸造。将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。比普通灰口铸铁有较、较好韧性和塑性。用于制造内燃机、汽车零部件及农机具等。铸件加工:大型立式车床龙门铣床、龙门刨床、大型磨床,可对各种冲床床身铸件进行回火、电火花、淬火、切削、研磨刮岩等加工。
机床床身铸件特点:
1、床身铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。
2、材质均为 细腻的灰口铸铁HT200-HT300, 的配比, 高的抗拉抗弯强度,使您购买无后顾之忧。
3、 流行的热处理工艺,使铸件的应力变形减少到 小度,使用 趋于稳定。