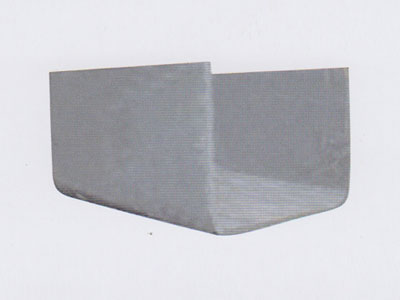


机床床身铸件生产应注重每个细节
时间:2016-04-01 10:20 作者:河北华力 点击:次 铸造技术与工艺是大型机床床身铸件生产中节能节材的基础,并有很大潜力。 铸造技术与工艺是大型机床床身铸件生产中节能节材的基础,并有很大潜力。结合我公司大型铸件生产,主要谈一些大型铸件的铸造工艺技术要点和应用。
实际生产中,应根据每个机床铸件的结构特点编制相应的工艺。大型铸件主要有细长形(如横梁、床身)、圆形(如工作台)和高大型(如尾座体、主轴箱体),如细长形的横梁和床身,为了防止铸件变形,模样设计出预变形挠度,即铸件的反变形量,这种铸件的中间型腔砂芯通用性较好,可以减少芯盒的数量;圆形铸件的中心孔较大时,可将中心孔圆形砂型分成1/2或1/4,从而减小芯盒的尺寸。至于外围的扇形型芯,通用性也很高。
对于大型机床床身铸件,除了轮廓尺寸大,壁厚也较大,因此所采取的工艺措施显得非常重要。。
(1)冷铁分为内冷铁和外冷铁,对于尾座体、主轴箱体、工作台的厚大部位,在其内部我们设计了焊接内冷铁架(材质为钢筋),外部放置石墨冷铁。
(2)保温冒口针对铸件上箱的厚大部分,放置不同规格的保温冒口,可以起到较好的补缩效果,且减少金属液用量。
(3)对于高大型铸件,我们设计两套浇注系统,上面为一套(距上箱约1/3总高),中下区域为一套,铁液先充入中下区域的浇注系统,上面浇注系统后进,同时,上面的铁液温度比先浇的要高一些,这样的浇注系统对铸件有很好的补缩效果。
(4)铸造工艺模拟对大型铸件的各种预设工艺方案进行模拟,可以避免大型铸件不能先试验在生产带来的风险,可以提高大型铸件的成功率,我厂的105t工作台、78t立柱、87t尾座体、95t主轴箱体都曾进行工艺模拟,起到了为质量保驾护航的作用。
机床铸件床身的特点:
(1)与消震性好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在的消震性优于钢。
(2)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。
- 影响铸件的四个要素
- 球墨铸件的需求发展
- 铸铁平板保养步骤8个
- 配重块是比较经济的毛坯成
- 华力介绍抽油机的节电技术
-
相关内容News
- 相关产品Product