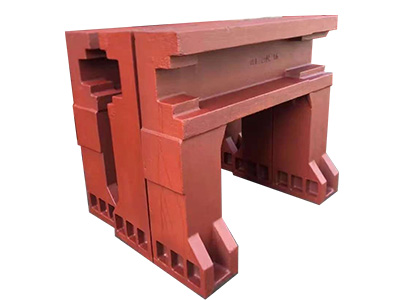



机床铸件
点击:次 机床铸件又可以称为床身铸件,大型铸件.机床铸件属铸造工艺产品,与消震性好,由于铸铁中石墨有利于润滑及贮油,所以好.同样,由于石墨的存在,灰口铸铁的消震性优于钢. 机床铸件又可以称为床身铸件,大型铸件。机床铸件属铸造工艺产品,铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。铸造是将金属熔炼成符合要求的液体并浇进铸型里,经冷却凝固、清整处理后有预定形状、尺寸和性能的铸件的工艺过程。铸造是现代机械制造工业的基础工艺之一。
影响机床铸件收缩率的因素:
机床铸件在凝固过程中,它的各部分尺寸一般都要缩小,铸件尺寸缩小的百分率,叫做铸造线收缩率或铸造收缩率。制造铸模 ( 包括芯盒) 时,要按确定的铸造收缩率,将铸模放大一些,以冷却后铸件的尺寸符合要求。铸造收缩率要结合实际情况来选择。尺寸要求 的大型铸件,铸造收缩率要根据试浇的大型铸件进行修正。同一个大型铸件,由于结构上的原因,其轴向与径向或长、宽、高三个方向的收缩率可能不一致。对于尺寸要求较 的大型铸件,各个方向应给以不同的收缩率。在实际生产中,一般的大型铸件,特别是尺寸不大的大型铸件,各个方向都用同一的收缩率,尽管这样会造成一些误差,但由于误差一般不大,而这样便于铸模的加工制造。
机床铸件(床身铸件)(大型铸件)均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。
机床铸件(床身铸件)(大型铸件)材质均为 细腻的灰口铸铁HT200-HT300, 的配比, 高的抗拉抗弯强度,使您购买无后顾之忧。
机床铸件(床身铸件)(大型铸件) 流行的热处理工艺,使铸件的应力变形减少到 小度。使用 趋于稳定。
机床铸件(床身铸件)(大型铸件)灰铸铁件标准:GB9439—88
机床铸件(床身铸件)(大型铸件)的特点:
机床铸件(床身铸件)(大型铸件)与消震性好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
机床铸件(床身铸件)(大型铸件)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。
机床铸件(床身铸件)(大型铸件)的硬度和抗拉强度之间的关系:灰铸铁的硬度和抗拉强度之间,存在的对应关系,其经验关系式为:
a、当O≥196N/mm㎡时
HB=RH(飞00+0 4380b) (B1)
b、当0≥796N/mm㎡时
HB=RH (44+O 7240b) (B2)
机床铸件(床身铸件)(大型铸件)式中相对硬度(RH)值主要由原材料、熔化工艺、处理工艺及铸件的冷却速度所确定。
机床铸件(床身铸件)(大型铸件)利用树脂砂型铸造机床床身铸件的优点
机床铸件(床身铸件)(大型铸件)树脂砂型刚度好,浇注初期砂型这就有条件利用铸铁凝固过程的石墨化膨胀,地缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。